














DIORATA DI DIORATA
Attributi del prodotto
Modello n.:Spmi 200d
Marca:DEXUN...
Certificazione:Raggiungere, Scoc
Supporto personalizzato:Obm, Odm
Luogo di origine:La Cina
X Intervallo di misura:120 mm
Intervallo di misurazione del profilo:20 mm
Intervallo di misurazione della rugosità:20 mm
Imballaggio e consegna
| Unità di vendita | : | Set/Set |
| Tipo di pacchetto | : | Legatura in legno |
| Esempio di immagine | : |
Descrizione del prodotto
Profilatore di rugosità è uno strumento di prova delle prestazioni fisiche utilizzato nelle discipline di base di ingegneria e scienza tecnica, scienza dei materiali e ingegneria meccanica, che è stato lanciato l'8 marzo 2004.
Il profilatore di rugosità superficiale utilizza una linea centrale del contorno come punto di riferimento di valutazione e valuta la qualità della superficie con l'aiuto di sei parametri di valutazione: la deviazione media aritmetica del contorno ra, l'altezza di dieci punti dell'irregolarità del livello di scarsa luce rz, l'altezza massima del contorno ry, la distanza media della microirregolarità del contorno sm, la distanza media del picco singolo del contorno s e il rapporto lunghezza del supporto del contorno tp, e infine ottiene lo strumento di prova della rugosità superficiale richiesto
Strumento di misura veloce.

La misurazione del contatto si riferisce al contatto diretto della parte di rilevamento del dispositivo di misurazione con la superficie da misurare, che può riflettere direttamente le informazioni sulla superficie da misurare. Tuttavia, tali metodi non sono adatti per quelle superfici che sono facili da usare e hanno un'elevata rigidità.profilo strumento di misura.
Tipo di contatto tradizionale
1.Metodo di confronto: il metodo di confronto è un metodo comune utilizzato dall'officina per confrontare la superficie misurata con la piastra del campione di rugosità e toccare la mano per giudicare la rugosità della superficie lavorata; Il metodo di confronto può essere utilizzato anche a occhio nudo o con l'aiuto di un microscopio di confronto con lente d'ingrandimento. Generalmente, viene utilizzato solo quando il valore del parametro di valutazione della rugosità è grande ed è facile produrre errori grandi.
2. metodo di impressione: alcuni materiali plastici vengono utilizzati per fare un'impressione di blocco, che è attaccato alla superficie da misurare. Dopo la rimozione, la forma del profilo della superficie da misurare viene memorizzata sull'impressione, quindi la superficie dell'impressione viene misurata per ottenere la rugosità superficiale della parte originale. Per la superficie interna di alcune parti grandi, è scomodo usare lo strumento per misurare e può essere misurato indirettamente con il metodo dell'impressione. Tuttavia, l'accuratezza di misurazione di questo metodo non è elevata e il processo è ingombrante.
Profilatore di contatti
Il tipo di contatto del profilatore di rugosità superficiale è il metodo dello stilo. Metodo dello stilo, noto anche come metodo dello stilo, è quello di posizionare verticalmente uno stilo molto affilato(uno stilo diamantato con un raggio di micrometro) sulla superficie da misurare per lo spostamento laterale. Lo stilo sposta la sua anima in verticale con la forma di contorno della superficie per convertire questo piccolo spostamento in segnali elettrici attraverso il circuito, amplificare e operare, e quindi ottenere il valore del parametro di rugosità della superficie di lavoro. è principalmente diviso in tipo induttivo piezoelettrico e altri tipi. Questo strumento presenta i vantaggi di buona stabilità, indicazione obiettiva e affidabile, uso conveniente, ecc. La sua risoluzione verticale può raggiungere diversi nanometri.
I suoi vantaggi: ampia gamma di misurazione, alta risoluzione, risultati di misurazione stabili e affidabili e buona ripetibilità. Ma ci sono anche molti svantaggi: (1) La durezza della testa di misurazione diamantata è generalmente elevata, che è facile graffiare il pezzo e non è adatto per misurare la superficie di materiali morbidi di alta qualità. (2) Per soddisfare i requisiti di resistenza all'usura e rigidità della testa di misurazione, la testa di misurazione non deve essere troppo piccola e affilata, il che può facilmente influire sull'accuratezza della misurazione. (3) Quando si misura il profilo della microsuperficie, al fine di garantire l'accuratezza e la risoluzione laterale nella direzione del percorso di scansione, la fase di alimentazione è molto piccola, quindi la velocità di misurazione non è alta.
Strumento di misurazione del profilo di rugosità
Abilità attrezzature
Analisi rugosità: Ra, Rq, Rz(Ry), Rz(DIN), R3z, Rz(jis), Rp, Rv, Rt, Rsk, Rsm, Rc, Rpm, Rku, Rdq, Roc, Mr1, Mr2, Rpk, Rvk, Rk, Rdc, A1, A2, R, Rx, AR, Rcp, Rmax, Rz ISO
Analisi delle onde: wt, wa, wp, wv, wq, wc, wku, wsk, w, wx, wz, wsm, wdcwte, wmr, Aw, c(wmr), wmr(c), wdq
Analisi del contorno originale: Pt, Pa, Pp, Pv, Pq, Pc, Pku, Psk, Pdq, Psm, Pdc, Pmr, Pz, Pm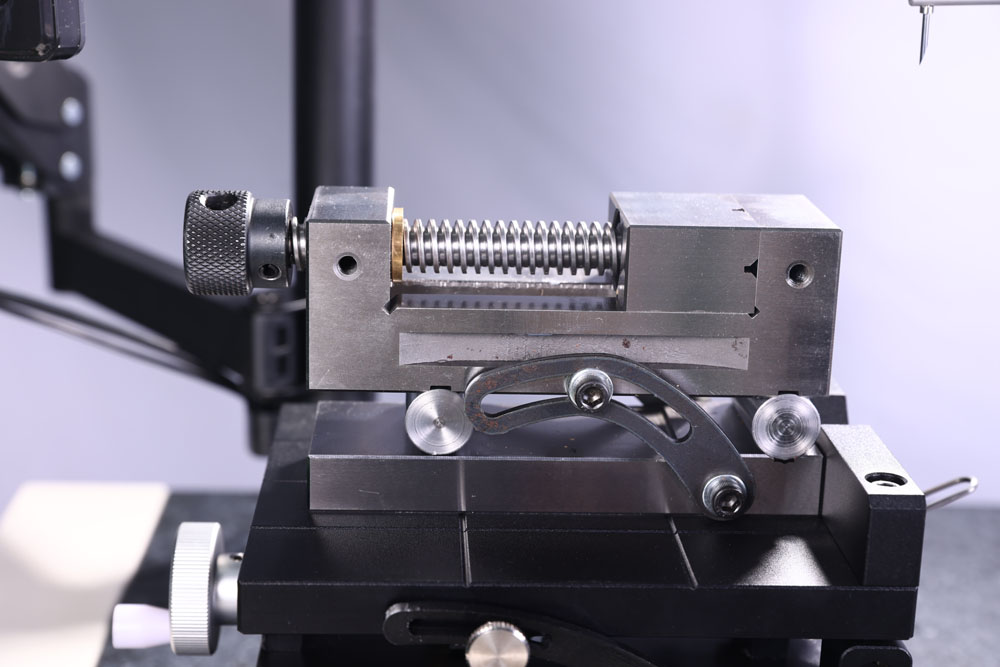
Analisi rugosità: Ra, Rq, Rz(Ry), Rz(DIN), R3z, Rz(jis), Rp, Rv, Rt, Rsk, Rsm, Rc, Rpm, Rku, Rdq, Roc, Mr1, Mr2, Rpk, Rvk, Rk, Rdc, A1, A2, R, Rx, AR, Rcp, Rmax, Rz ISO
Analisi delle onde: wt, wa, wp, wv, wq, wc, wku, wsk, w, wx, wz, wsm, wdcwte, wmr, Aw, c(wmr), wmr(c), wdq
Analisi del contorno originale: Pt, Pa, Pp, Pv, Pq, Pc, Pku, Psk, Pdq, Psm, Pdc, Pmr, Pz, Pm
Immagini di prodotto


Storia dei clienti

Quotazione rapida




